PZD-8型自由坩堝膨脹序數測定儀

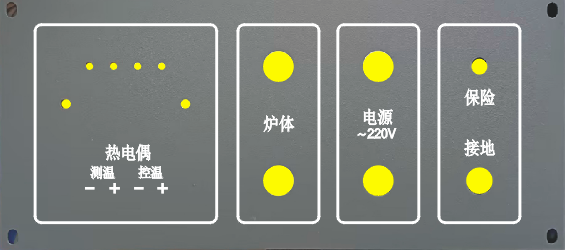
PZD-8型自由膨脹序數測定儀是由可編程微電腦控溫儀與膨脹序數電爐配合, 按國標《GB/T5448-2014 煙煤坩堝膨脹序數的測定 電加熱法》的要求,進行煙煤坩堝膨脹序數測定, 從而判斷煤的粘結性。 將煤樣置于自膨坩堝中,按規定的程序加熱到(820±5)℃。所得焦塊和一組帶有序號的標準焦塊側形圖相比較,以最接近的焦型序號作為坩堝膨脹序數,適用于煤炭,焦化部門及科研單位使用。 儀器采用電阻絲為發熱元件用硅酸鋁纖維棉為保溫材料,升溫速度快、能耗低。 配有測焦觀察筒,可直接將所得焦塊同一組帶序號的標準焦塊側型相比較。 技術參數: 煙煤坩堝膨脹序數測定試驗步驟及使用方法:試樣制備 按GB/T 474規定制備粒度在0.2 mm以下的空氣干燥煤樣。制樣中應防止煤樣研磨過細。試樣制備后應盡快試驗。稱取煤樣之前應充分混合煤樣至少1分鐘。 儀器調試 將爐體加熱到預升約930℃左右并恒溫(國標規定溫度850℃,由于石英皿底部溫度與石英皿表面電爐膛內的溫度大約相差100℃左右,因此預升溫度出廠選定值約930℃)。打開爐蓋,將一個冷的空坩堝放入爐膛內石英皿的中心部位,迅速蓋上帶孔坩堝蓋,隨即將熱電偶通過帶孔坩堝蓋孔插人坩堝,并使其熱接點壓緊在坩堝底部的內表面上,按溫控器“觸發”鍵,在不蓋電爐蓋條件下觀察升溫情況。如坩堝內底部溫度在冷坩堝放人后1.5分鐘內達到(800±10)℃,2.5 分鐘內達到(820±5)℃,則儀器調試完成,進行正式試驗。如不能達到上述要求,則調整溫控器設定預升溫度值,直到達到上述要求為止。 儀器安裝: 1、按照溫控器后面板標識,分別接220V交流電源、 爐體、 接地端子、熱電偶,其中熱電偶端子有二組,有正負極,正(+)極接紅線,負(—)極接黑線,控溫組接爐體下面的粗熱電偶(3.0mm控溫用),測溫組在儀器調試時接測坩堝底的上面的細熱電偶(1.5mm測溫用)。
正常接線后通以交流220V電源, 儀器約過30S的內部檢查后進入正常顯示和加熱狀態。 2.爐體安裝:
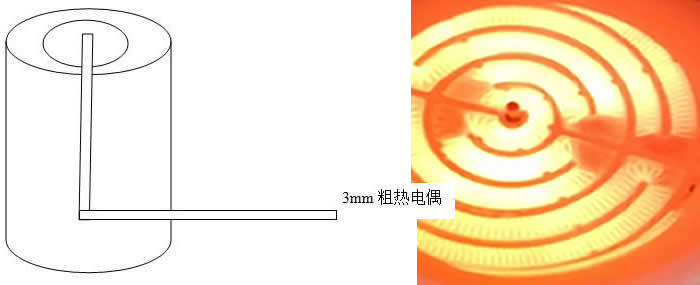
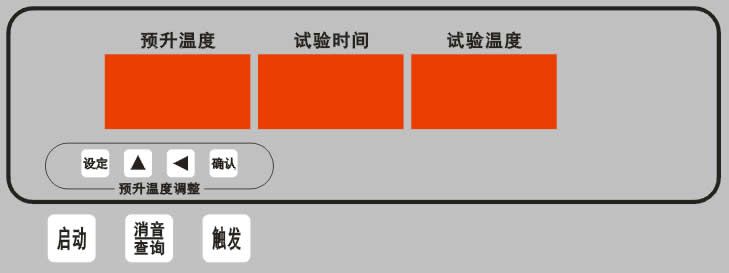
3mm粗控溫熱電偶從爐體下部孔穿進爐膛,插入爐盤中間孔(露出2mm),與石英皿的底部的內表面接觸。 溫控器前面板的使用方法:儀器顯示分三段,每段三位數碼管。左段顯示予升溫度(即爐溫) ,中段顯示時間,右段顯示試驗溫度(即坩堝溫度) 。
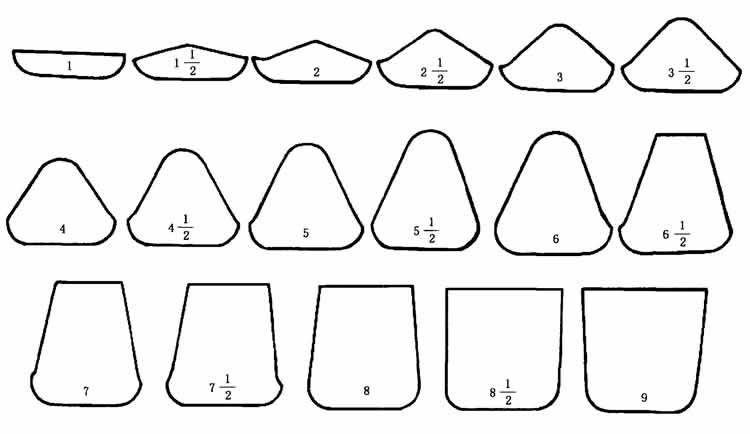
實驗步驟: 1、稱取(1.00±0.01)g空氣干燥煤樣,放入坩堝中并晃平,然后在厚度不小于5 mm的膠皮板上,用手的五指向下抓住裝有煤樣的坩堝,提起約15rrnn高度,松手使之自由落下。如是落下共12次(每落 下一次將坩堝旋轉一個角度)。 2、儀器向所設定的預升溫度值升溫,到達預升溫度值時將報警, 告示操作員,可按”消音”鍵消音, 也可等待10秒自動消音,恒溫10分鐘左右,打開爐蓋, 將裝有煤樣的坩堝放人已加熱至預定溫度的爐內石英皿的中心部位,立即用不帶孔的坩堝蓋蓋住, 按溫控器” 觸發” 鍵,至揮發物全部逸出,逸出時間不得少于2分鐘30秒。試驗至2分鐘30秒將報警, 可人工消音也可等待10秒自動消音。時間到3分鐘時將自動轉入升溫狀態或恒溫狀態(如溫度己達到預升溫度要求值) 。請注意此時的時間顯示的末位由秒又轉為分。 然后將坩堝取出。此過程不蓋電爐蓋。 3.每個煤樣相繼試驗3次。3次試驗完畢后,小心地將坩堝中的焦渣倒出,待焦渣冷卻至室溫后測定焦型。如3次測定值的極差超過1/2。應增加兩個單次試驗。如5次測定值的極差超過1,應檢查儀器設備,重新進行5次測定。 4.試驗結束后,將坩堝和坩堝蓋上的殘留物灼燒去除,擦凈。 煤樣的坩堝膨脹序數 a) 膨脹序數0;焦渣不粘結或成粉狀; 標準焦塊側型圖及其相應的坩堝膨脹序數 實驗結果 取同一煤樣的3次極差不大于1/2的測定結果的算術平均值,修約到1/2個單位報出,小 數點后的數字2舍3入;若進行5次測定,則取5次測定結果的算術平均值,修約到1/2個單位報出。 測定的允許差(精密度) 煙煤坩堝膨脹序數的重復性限為:3次重復測定結果的極差不大于1/2。,5次重復測定結果的極差不 大于1。
自由坩堝膨脹序數測定儀段視頻展示
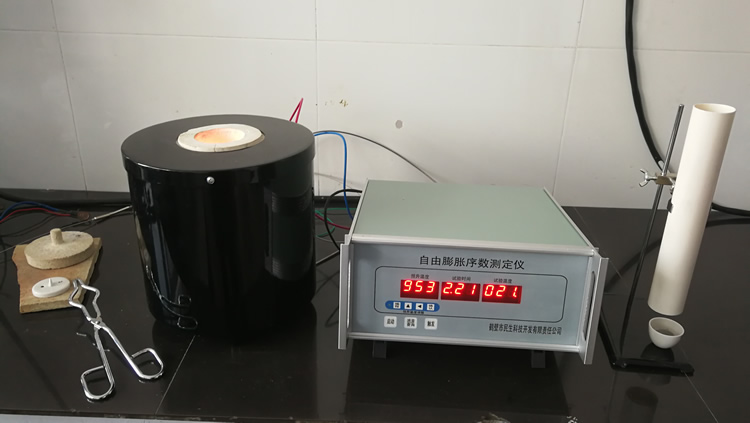
設備配置 控制器1臺、爐體1只、熱電偶2支、坩堝5只、電爐絲2根、電爐盤1個、連接線1根、坩堝鉗1個、石英恒溫皿1個,測焦觀察筒一只。 自由坩堝膨脹序數測定儀現場照片:
自由膨脹序數測定儀相關鏈接:GJ系列密封式化驗制樣機 |






 |
 |